Druhy připojení potrubí
Existuje několik hlavních způsobů připojení plynových potrubí, nebo spíše:
- Svařování - provádí výhradně odborníci, kteří mají povolení k práci se svařovacím strojem. Každý zaměstnanec musí mít osobní identifikační průkaz.
- Závitové nebo tvarové - zahrnuje také svařování světlovodů, přičemž zásuvky jsou utěsněny konopným vláknem. Celý proces práce se velmi podobá připojení kanalizačního potrubí. Je třeba poznamenat, že vlákno je předem namočeno roztokem lněného oleje nebo sušicího oleje. Můžete také použít spojky, které mohou mít dlouhý i krátký závit.
- Přírubový je jednou z nejběžnějších metod připojení, protože má poměrně lehký design sestavy. Je pravda, že podle odborníků je méně spolehlivý než svařování.
Všechny výše uvedené způsoby připojení používají profesionální řemeslníci používající speciální vybavení.

Abyste mohli nezávisle připojit plynové trubky v domě nebo bytě, musíte si připravit následující nástroje a materiály:
- plynový nastavitelný klíč;
- koudel a mastnota;
- připojovací hadice nebo potrubí;
- v případě potřeby konektor na obou stranách se závitem.

Pokud vypnete přívod plynu a odvzdušníte potrubí, jak bylo dříve doporučeno, dalším krokem je odříznutí zbytečných částí plynových potrubí. K tomu můžete použít brusku, a pokud není k dispozici, pak je docela vhodná pila na kov, ale v tomto případě bude proces dlouhý a složitější.

Poté, co odstraníte zbytečnou část plynového potrubí, musíte jeden jeho konec opatrně přivařit nebo připájet.
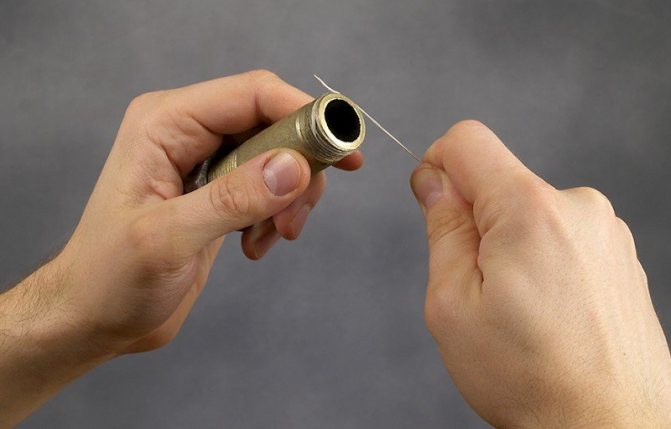
Pokud potřebujete připojit jeden konec potrubí k plynové hadici, budete muset řezaný kus navléct. K tomu je speciální tryska, na kterou budete muset několikrát rolovat.

Poté se na vyrobený závit navine koudel, která je napuštěna tukem a připojena k hadici. Všechny tyto práce se provádějí pomocí plynového nastavitelného klíče. Pokud plánujete instalaci nového potrubí, můžete použít speciální připojovací adaptér. Tento prvek má na obou stranách hotový závit a matici, která je našroubována na hlavní a na novou trubku.

Tuto metodu lze použít v bytových domech, ale musíte se jen ujistit, že nedochází k únikům. Chcete-li to provést, musíte otevřít přívod plynu a poté aplikovat mýdlový roztok na všechny spoje potrubí.
Pokud jste nikdy takovou práci sami neudělali, je nejlepší svěřit tento obchod profesionálům.
Připojení plynového potrubí
Nadměrné ocelové trubky se svařovanými švy se obvykle používají pro plynovody s průřezem ½ - 2. Bezešvé trubky jsou vhodné pro větší připojení v plynovém systému. Nejlepší je pokládat podzemní bitumenové ocelové potrubí bez švů, které nemají svařované, ale závitové spoje. Princip adheze v jejich částech je podobný principu při instalatérství (podle typu armatur). V tomto případě jsou zásuvky utěsněny moderními tmely nebo lnem se speciální impregnací.

Je nežádoucí utěsnit uzavírací kohouty plynovodů, protože v tomto případě bude problematické je otevřít v případě naléhavé potřeby. Tyto kohoutky by měly být navzájem pevně spojeny a uzavřeny ručně nebo pomocí klíčů.V suterénu jsou trubky spojeny svorkami a držáky a tam, kde procházejí zdí, jsou chráněny speciálním krytem. U cementobetonového zdiva je povrch plynovodu navíc potažen izolační antikorozní barvou.
Tmely pro připojení plynových potrubí jsou nezbytná složení a zařízení, jejichž použití nelze ignorovat. Zajišťují správnou úroveň spolehlivosti spojů a umožňují prodloužit životnost zařízení.



Domácí těsnění potrubí
Větrání v bytech a venkovských domech se provádí tenkostěnnými prvky. Vzduchovody jsou často vyrobeny z obdélníkového průřezu nebo z vlnitých trubek. U takových připojení není možné závitování. Těsnění ventilačních spár se proto provádí jinými způsoby:
- přes příruby,
- uložení obvazu,
- rozšířená metoda s vložením jednoho potrubí do druhého.
U nekruhových kanálů se nejčastěji používá přírubové připojení. Těsnění se provádí pomocí těsnění vyrobených z měkkého materiálu, jako je pěnová guma. Tvar těsnění musí odpovídat části potrubí.
U jiných metod jsou dutiny vytvořené po připojení vzduchových kanálů vyplněny tmely podle jejich teplotních charakteristik, odpovídajících provozním podmínkám vzduchového potrubí. Někdy je potrubní spoj zabalen samolepicí páskou.

Obvazové svorky používané ke spojování kulatých kanálů
Aplikace FUM
Pásky a závity FUM se používají k utěsnění závitových připojení pro zásobování teplou vodou (TUV), topné systémy (CO) a zásobování studenou vodou (HVS). Používají se také při připojování plynových spotřebičů k plynovodu.
Fluoroplast je plastický a silný materiál s bodem tání nad 400 stupňů, odolný vůči kyslíku a korozivním kapalinám. Nit a páska vyplňují nerovnosti nitě a utěsňují spoj. Těsnící FUM pásky se vyrábějí o šířce 10-16 mm a tloušťce 0,08-0,12 mm., FUM závity - o průměru 0,4-1,5 mm. S poklesy teploty a vibracemi se FUM deformují a závitové spojení prosakuje.
Tloušťka navíjení pásky závisí na průměru trubky a tloušťce pásky. U trubek o průměru do 20 mm se navíjí 2-3 vrstvy pásky o tloušťce 0,12 nebo 1-1,5 vrstvy nitě. U trubek do průměru 40 mm je navinuto 5-6 vrstev nebo 2-3 vrstvy závitu. U trubek o průměru větším než 40 mm je navinuto 8 nebo více vrstev pásky nebo 5 nebo více vrstev nití. U hlavních potrubí je vhodnější použít pásky se silikonovými tmely.

Pokud je závit rezavý, tloušťka vinutí se zdvojnásobí. Před navinutím pásky se závitový spoj vyčistí železným kartáčem a vyfoukne se stlačeným vzduchem. Páska a nit jsou navinuty na trubku nebo nit tvarovky v přesném uložení silou 0,5-1 kg ve směru hodinových ručiček. Pro utěsnění závitových připojení plynových spotřebičů jej naviňte proti směru hodinových ručiček.
Zúžené od okraje kloubu. Pokud jsou po odstranění rzi na závitech viditelné důlky a poškození, použijte jiný tmel. FUM se používá k utěsnění neporušených závitových připojení.
K utěsnění topných trubek nepoužívejte FUM. Změny teploty způsobí poškození FUM, netěsnost spojení a únik vody nebo páry z topného systému způsobí popáleniny.
Používá se páska FUM k utěsnění potrubí páry a vody? Ne, zkušení instalatéři utěsňují takové spoje pouze lnem (koudel) a tmelem.
Jak zapečetit
Pro utěsnění závitových spojů je k dispozici mnoho typů těsnění. Stuha „fum“, len, „tangit“ - někdy oči vyběhnou z výběru. Nedávno se objevila novinka - anaerobní tmel pro závitové spoje (nezaměňujte jej s lněnou pastou), což značně zjednodušuje postup.
Anaerobní tmel má několik významných nevýhod: 1.Připojované díly musí být suché a čisté - to může být vážný problém při opravách a výměně dílů v pracovním systému. 2. Vytvrzování, i když nevýznamné, tmelu trvá nějakou dobu, ale zpomaluje to celý proces instalace. Kromě toho existuje důvod se domnívat, že při následných opravách by nemělo dojít k žádnému narušení připojených částí. Obecně je takové řešení vhodné pro začátečníky, pro drobné opravy. Tento materiál není zcela vhodný pro profesionály.
Poznámka: Dobrý instalatér se připojí ke kterémukoli z výše uvedených těsnění a nebude prosakovat. Zaměříme se na časem prověřený materiál, který používá drtivá většina odborníků: sanitární len a vložte do něj
.
Obecně lze len použít bez investiční pasty, ale obecně to zvyšuje spolehlivost spoje a zjednodušuje provoz. Lněná vlákna mají tendenci v průběhu času hnít nebo vysychat na teplovodních trubkách - pasta těmto problémům předchází. Důležitou vlastností pasty je schopnost udržovat tlak ve volně zkroucené niti.
Navíjecí páska na trubkové závity
Tato operace se vždy provádí na vnějším závitu. Pokud jsou opravy prováděny s výměnou armatury, musí být trubkové závity důkladně očištěny od nečistot a rzi, odmaštěny acetonem nebo lakovým benzínem, sušeny na vzduchu po dobu asi 10 - 12 minut. Jak používat finišer trubek k zajištění jeho účinnosti:
- těsnění musí být navinuto na nit z jeho zadního konce;
- Páska FUM se nanáší ve směru jejího sestupu, to znamená, že její konec by měl být umístěn ve směru šroubování tvarovky;
- navíjení se provádí s napětím, které zajišťuje pevné uchycení profilu závitu trubky; je lepší nechat pásku zlomit, než provést volné navíjení;

Pokud takové zářezy nejsou, musíte si je udělat sami.
Páska FUM pro potrubí je moderní a nejčastěji používaný nástroj pro utěsnění spojů v potrubí pro různé účely. Výrobky FUM Cord, které se objevily v posledních letech, neposkytují žádné zvláštní výhody ani v aplikační technologii, ani v efektivitě.
Abyste pochopili, jak používat pásku FUM pro plynové potrubí, musíte vzít v úvahu vlastnosti materiálu a vhodným způsobem jej aplikovat.
Podívejte se na video
Alternativní materiály - koudel z lněného semene
Používají se různá těsnění, včetně lýkových vláken a různých tmelů.
Jedním z prvních těsnicích materiálů, které našly široké uplatnění při instalaci potrubí, je koudel. Toto je také název lněných vláken ve formě pramenů navinutých na vnějším vláknu trubky až do současnosti.
Zároveň je důležité úhledně jej navinout podél zatáček a vyplnit celý řezný profil. Pro spolehlivější utěsnění je tažná role pokryta dalšími materiály, od tlustého laku po speciálně vyvinuté tmely
Výhody utěsnění vodovodních tažných spojů jsou následující:
- schopnost upravit páření v místě - je povoleno odšroubovat kování v opačném směru v úhlu až 45 stupňů, aniž by došlo ke ztrátě izolačních vlastností;
- dostatečně spolehlivá těsnost a schopnost absorbovat vlhkost;
- spoj je odolný proti mechanickému namáhání;
- usnadnila demontáž spoje.
Nevýhody zahrnují tendenci k rozkladu v důsledku hnilobných procesů, protože materiál patří k organickým produktům.
Video
Na otázku výběru způsobu utěsnění závitového připojení neexistuje jednoznačná odpověď. Nepochybnou výhodou použití pásky je připojení konzolových prvků, jako jsou vodovodní baterie nebo směšovače, potrubní spojky se nejlépe provádí instalatérským koudelem.
Tmely
Nejenže zvyšuje nepropustnost spojovací oblasti, ale také významně zvyšuje její schopnost odolávat mechanickému namáhání
Což je v potrubních systémech velmi důležité kvůli neustálým účinkům vibrací a vodním rázům
Tmel vytvrzuje při kontaktu se vzduchem nebo protilehlými povrchy závitového spoje, přičemž pracuje jako lepidlo a transformuje sestavu na monolitickou část.
Nejběžnější metoda klasifikace je podle barvy a pro toto dělení existují dvě hlavní pozice:
- modrá - představuje středně silné tmely. Je schopen výrazně snížit intenzitu procesu oslabení nitě. V praxi bude pro nejmenší oslabení kloubu nutné dlouhodobé vystavení vážným břemenům střídavé povahy. Ale při použití modrých tmelů je stále možné vlákno otočit, i když s velkými obtížemi;
- při použití červených tmelů se taková operace bez ohřevu nezdá realistická. S takovým gelem je struktura jednoduše přilepena. U potrubí se používá v místech se silnými vibracemi (od čerpacího zařízení) as možností vodního rázu.
Závěr
Páska FUM pro plynové potrubí je jednou z hlavních metod utěsnění spár během instalace potrubí. Zde popsané způsoby použití dýmu plynového potrubí berou v úvahu všechny hlavní rysy materiálu, ale nevylučují tvůrčí přístup umělce k této důležité operaci. Je třeba si uvědomit, že plynovod je zdrojem zvýšeného nebezpečí.
Video
Druhy odpojitelných připojení
Mezi typy odpojitelných struktur patří stírací a obousměrná vlákna.
V pevných částech potrubí se používá připojení pomocí stírací lišty. Jeden konec trubky má dlouhý závit, druhý krátký. Dlouhé nitě jsou opatřeny pojistnou maticí. Poté se spojka pohybuje kroucením na krátkém závitu, dokud se nezastaví, a utáhne se pojistnou maticí.
Důležité! U spojů s obousměrnými závity je spojka našroubována na obě trubky najednou. Avšak závity těchto trubek se musí lišit v různých směrech, aby se mohly při kroucení spojky sbíhat.
Jaké metody se používají k utěsnění spár. Všechny tvarovky z ocelových trubek jsou pečlivě utěsněny. Pokud jsou obě části potrubí stejné, použije se k tomu těsnění. Těsnění je ideální při použití převlečné matice.

Jako těsnění se také používají různá těsnění ve formě lnu, azbestu, červeného olova nebo grafitového tmelu a také bělení. Při instalaci válcových trubek se závitem, které se používají k přepravě horké vody do sto stupňů vody nebo chladu, se mezi prvky položí lněný pramen ošetřený bílým nebo červeným olovem smíchaným se sušicím olejem. U potrubí, kterými voda prochází přes sto stupňů, je jako těsnící těsnění vhodné použít šňůru vyrobenou z azbestu a lnu impregnovaného grafitem smíchaným se sušicím olejem.
Před zašroubováním spojky je závit trubky zpracován červeným olovem nebo bílou. Lněná nit se navíjí podél nitě, počínaje koncem struktury trubky v rovnoměrné vrstvě, takže nedochází k prasklinám a zároveň vrstva není silná. Lněný pramen musí být předem dobře vysušen a dobře rozválcován, aby se každé vlákno volně oddělilo. Dále je nit dobře namazána červeným olovem.
Důležité! Závit by neměl viset na konci potrubí nebo pronikat potrubím, což by mělo za následek ucpání systému potrubí.
Spojka se našroubuje na utěsněnou část trubky ručně, poté se omotá pomocí nastavitelného klíče.
Tvarovky pro připojení musí být přišroubovány až na doraz a vyvíjet síly až do vyčerpání závitu, v tomto místě má trubka díky nedokončenému závitu kónický tvar, takže konstrukce je těsná. Při zašroubování krátkého závitu na doraz na obou stranách se spojka nemůže pohybovat, pokud se trubka při změně teploty roztáhne. Na obou stranách je nesen trubkovými částmi bez závitů.
U tlakových odpadních vod se používají kónické závitové přípojky. Při zašroubování jsou konce trubek pevně přitlačeny, s výjimkou mezer, těsnění se provádí pomocí syntetických tmelů.
Pomocí pásky FUM pro těsnění musíte vyčistit závit a poté našroubovat šroubení. Pokud těsnění nemá dobrou kvalitu, stojí za to vyměnit těsnicí materiál. Nejprve odstraňte pásku ze závitu, nasaďte další těsnění a připojte prvky.
Důležité! Pokud je během instalace nutné použít svařování kteréhokoli úseku, pak by měla být páska FUM navinuta až po svařování.
Boj proti úniku
Oprava netěsnosti topného systému těsnícím prostředkem je kontrola úniku chemikálií.
Uvedený německý tmel se při řešení tohoto dilematu ukázal jako vynikající. Také se používají takové prostředky:
- Dvousložkové pryskyřice na bázi epoxidu.
- Silikonové lepicí směsi.
- Žáruvzdorné směsi na bázi gumy.
Jejich algoritmus:
- Poškozené místo je odmaštěno, vysušeno, pokryto tenkou vrstvou tmelu.
- Dále je zabalen serpyankou. Serpyanka posiluje utěsněnou vrstvu.
- Serpyanka je již pokryta tmelem. Akce se opakuje.
Pokud se použije silikonový prostředek, není třeba k broušení poškozené oblasti používat žádná brusiva. A tento typ tmelu se lepí lépe na hladký povrch.
Svařování plynovodů
Svařování plynových potrubí pod tlakem provádějí vysoce kvalifikovaní svářeči, kteří mají pro tyto práce certifikáty.
Ruční obloukové svařování a odporové svařování neposkytují spolehlivou korozní odolnost oblasti spoje
, tyto nevýhody odstraňuje pouze metoda tlakového svařování.
Svařování ve speciálním svařovacím zařízení probíhá následujícím způsobem: - trubka se přivádí podél válečkových dopravníků, dokud se nezastaví v zarážce nepohyblivé svorky a tam se trubka upne. Druhá trubka je vedena úplně do první trubky, poté je upnuta pohyblivá svorka; - speciální mechanismus reguluje rozdíl hran a pohyblivým mechanismem je ve spoji vytvořen předběžný tlak; - podélným a příčným pohybem třmenů topné jednotky se induktor nejprve nastaví na kloub a poté se uzavře; - zapněte zdroj indukčního ohřevu a po dosažení teploty svařování časové relé vypne zdroj ohřevu; - doba pro svařování jednoho spoje není delší než jedna minuta; - je vydán příkaz pro narušení svařovaných trubek, po narušení upínacích zařízení se upne, pohyblivá spona se vrátí do své původní polohy a zařízení je připraveno přijmout novou trubku.
Tato metoda svařování se používá v plynárenském průmyslu ke spojování černých trubek a trubek s vnitřním antikorozním povlakem.
Svařovací plynové potrubí
K vyrovnání potrubí lze použít zařízení pro elektrický oblouk a svařování plynem. Nejprve se připraví hrany spojovaných trubek. Chcete-li získat vysoce kvalitní šev, musí být očištěny od jakékoli kontaminace. Poté musíte udělat zkosení. Umožňuje vám získat silný a těsný šev, protože roztavený kov zcela vyplňuje oblast kloubu.
Ve většině případů se používá ruční nebo poloautomatické svařování elektrickým obloukem. Při svařování elektrickým obloukem je optimální průměr elektrody od 3 do 4 mm. Tloušťka stěny plynovodu by neměla být větší než 5 mm. Kromě přípravy hran (minimálně 1 cm širokých) je nutné provést úkosy.Dále se centrování a lepení provádí rovnoměrně na 3-4 místech. Poté se svařování provádí ve 2 vrstvách. Chcete-li získat těsné utěsnění, je důležité při vytváření konečného švu zachytit přilehlé oblasti produktů.
Při svařování plynem obvykle postačuje jeden průchod. Tloušťka stěny plynovodu by neměla být větší než 4 mm. Jinak se oblast švu přehřeje, což negativně ovlivní pevnost spoje. Aby se zabránilo nedostatečnému průniku, musí být konec švu proveden s určitým překrytím. Při výběru doplňkového materiálu je třeba vzít v úvahu druh oceli plynového potrubí.
Požadavky na plynové tmely
Aby bylo možné zcela vyloučit únik plynu ve spojovacích bodech systému plynovodu, je nutné, aby vinutí splňovalo následující požadavky:
- odolnost proti vibracím různé intenzity;
- odolnost vůči náhlým změnám teploty a vnitřního tlaku;
- ochrana spojení před tvorbou korozivních usazenin;
- snadná instalace a demontáž v případě oprav;
- trvanlivost a dlouhé období používání.
Všechny těsnicí materiály musí být zkontrolovány odborníky na pevnost a certifikovány pro práci v systémech dodávky plynu.
Druhy a podmínky těsnění
Při pokládání potrubí pro různé typy potrubí je nutné izolovat spáry. Jedinou výjimkou jsou svařované spoje, ale to je také jejich nevýhoda - jsou jednodílné. A klouby pomocí závitů usnadňují výměnu poškozené oblasti nebo vložení nového kabelového svazku.
Z tohoto důvodu je pro připojení trubek se závitem nutné těsnění:
- přívod teplé a studené vody,
- plynovody,
- topení.
V praxi se závit používá v potrubích malého průměru - ve vnitřních rozvodech doma a v bytech, venkovských chatách a při pokládání sítí do samostatných budov s nízkou spotřebou vody a plynu. U vodovodních a topných potrubí o velkém průměru se používají přírubové spoje a svařování.
Větrací kanály mají zpravidla velký průřez a jsou vyrobeny z tenkostěnných plechů nebo vlnitých trubek. Proto se v nich nepoužívají závitové spoje, ale těsnění spojů je stále nutné.
Při výběru způsobu utěsnění potrubních spojů je nutné vzít v úvahu jejich vlastnosti a podmínky, za kterých budou fungovat:
- Vnější teplota média a vnitřní médium v potrubí. Některé typy tmelů ztrácejí své vlastnosti při zvýšených teplotách nebo v mrazu.
- Tlak v potrubí. Tekuté izolátory lze vytlačit z přípojky při vysoké hlavě.
- Průměr potrubí.
- Konečná pevnost spoje. Jedná se o úsilí potřebné k demontáži izolovaného spoje v případě jeho opravy nebo opětovné montáže.
- Bezpečnost životního prostředí. Při pokládání potrubí na pitnou vodu nepoužívejte látky, které mohou emitovat toxické sloučeniny.
Většina prostředků a látek používaných k utěsnění podle těchto parametrů zapadá do rozsahu požadovaného pro připojení potrubí pro domácnost. Při utěsňování spojů plynových potrubí je však nutná obzvláště opatrná volba. Porušení těsnosti ve vodovodních potrubích je patrné od samého začátku na stopách netěsností ve spojích. Úniky plynu se vizuálně neprojevují a mohou zůstat nezjištěné po dlouhou dobu.
Druhy trubek

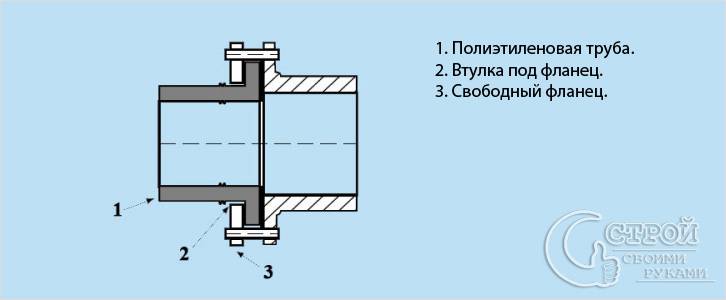
Polyetylénové plynové trubky
Do určitého bodu se pro plynové potrubí používaly bezešvé kovové trubky. Jejich životnost je však omezena kvůli korozivním účinkům, kterým jsou vystaveny v důsledku srážení a dalších faktorů. Spolu s nimi proto také začali používat:
- Polyethylen. Výroba, která je mnohem levnější než těžba kovů, je také odolná proti konstrukčnímu tlaku v síti.Vysoká pružnost a těsnost spojů jsou velmi užitečné v půdách, které se zvedají. Plast je dielektrikum, a proto nevede proud. To je klíč k bezpečnosti v případě problémů s elektrickou sítí.
- Guma. Ve větší míře se tento materiál používá k připojení centrálního kanálu ke spotřebiteli, ať už je to kotel, plynový ohřívač vody nebo něco jiného. Je vybrána kompozice, která nevysychá v důsledku vystavení slunečnímu záření.
- Nerezová ocel. Přesněji řečeno, cop je vyroben z tohoto materiálu. Duše je z PVC.
- Měď. Nedávno byl oficiálně schválen pro nízkotlaké potrubí. Výhodou je odolnost proti korozivním účinkům vody i jiných látek.

Ocelový plyn
Výběr produktu bude záviset na konkrétních podmínkách a již nainstalovaném systému.
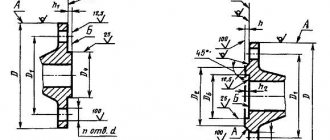
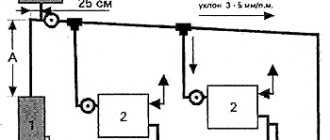
Vlastnosti montáže komína pro plynové spotřebiče
Při instalaci plynových topných zařízení a olejových radiátorů je třeba věnovat náležitou pozornost otázce kompetentní organizace odstraňování produktů spalování z prostor. A to je správné, protože kromě vytvoření bezpečného prostředí pro člověka zvyšují účinnost samotných topných zařízení a přispívají k jejich produktivnějšímu a ekonomičtějšímu provozu.
Pro určení průměru výstupního kanálu plynu je třeba vzít v úvahu:
- Množství produktů spalování.
- Výkon topného zařízení.
- Teplotní rozdíl mezi venkovním vzduchem a produkty spalování.
- Výška komínového potrubí.
Instalace výfukového potrubí pro plynové spotřebiče se v souladu s pravidly provádí vedle vnitřních stěn a poblíž přepážek z nehořlavých materiálů. Je-li to nutné, je také povoleno instalovat je do vnějších stěn, také z nehořlavých materiálů. V tomto případě jsou stěny izolovány zvenčí, aby se zabránilo vzniku kondenzace během odvodu spalin. Pokud v místnosti není žádná zeď vhodná pro umístění výfukového potrubí, musíte použít hlavní nebo horní potrubí pro plynový spotřebič.

Je nutné zajistit nejotevřenější přístup do potrubí.
Instalace plynových spotřebičů, které nemají připojení ke kouřovodu, se provádí výhradně na místě, kde bude pro každý hořák vyčleněno alespoň 5 m3 volného prostoru. Malý ohřívač vody, který není vybaven produktem spalování výfukových plynů, musí být odváděn nejméně 6 m3. Plynový ohřívač vody pro sprchu nebo koupelnu musí mít odtah spalin a volný prostor nejméně 10 m3.
Pokud v místnosti, kde jsou instalovány plynové kamna, není dostatečný objem, musí být nad ní vytvořen ventilační výstup. Protože plynové spotřebiče používají vzduch ze spalovací místnosti, musí být volně přístupný. Za tímto účelem je pod podlahovými dveřmi ponechána malá mezera (plocha mezery je odvozena z výpočtu: na každých 1 000 kcal / h výkonu plynového zařízení je zapotřebí alespoň 10 cm2).
Všechna topná zařízení, plynové ohřívače vody atd. vybavena pojistkou pro uzavření plynu v případě, že oheň zhasne.
Instalace plynových ohřívačů musí být vždy provedena s připojením na komín, s výjimkou jednoho: pokud se jedná o ohřívač s uzavřenou spalovací komorou. V tomto případě jsou odtah spalin a přívod vzduchu do hořáku odděleny od místnosti. Komín o průřezu 200-220 cm2 lze připojit na dvojici plynových spotřebičů na jednom patře s průtokem plynu 8 m3 / h. Vzdálenost mezi vstupy do komína na výšku musí být minimálně 30 cm. Pro připojení čtyř plynových spotřebičů z jednoho bytu s průtokem plynu 12 m3 / h je zapotřebí komín s průřezem minimálně 300 cm2 je zapotřebí na jednom patře.Spojení plynových spotřebičů s jedním komínem na různých podlažích je nepřijatelné.
Komíny pro plynové spotřebiče jsou umístěny nad střechou stejným způsobem jako běžné komíny. Když je při rekonstrukci domu nemožné použít starý komín k odvodu spalin, vytvoří se nový komín z trubek, které jsou napojeny na zadní fasádu domu. Tyto trubky jsou vyrobeny z pozinkovaných ocelových plechů a na rozdíl od trubek pro odvod spalin kapalných a pevných paliv jsou spojeny se spoji, které jsou směrovány opačným směrem než je pohyb plynů.
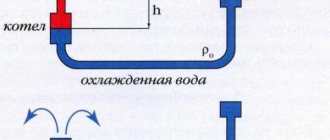
Při opravách nebo restrukturalizaci, kdy může dojít k narušení těsnosti plynových potrubí, je nutné na konci práce zkontrolovat jejich neporušenost. Za tímto účelem je do trubek vpouštěn vzduch při tlaku, který je dvakrát vyšší než tlak, který je v nich nezbytný při průchodu plynu (přibližně 500 mm vodního sloupce).
Před kontrolou musíte zavřít kohoutky. Pokud do pěti minut poklesne tlak v potrubí o více než 20 mm vody. Art., Pak musíte hledat poškození v potrubí (údajná místa poškození musí být navlhčena mýdlovou vodou). Stejným způsobem se kontroluje těsnost plynovodu pro zkapalněný plyn pod tlakem vody 1200 mm. Umění.
Na potrubí se aplikují závitové spoje a také spojovací a odbočné tvarovky. Ale jednoduchost a spolehlivost připojení jakýchkoli potrubí pomocí vlákna stále nezaručuje jeho úplnou nepropustnost. Proto je povinným doplňkem těsnění trubek ve všech bodech závitových spojů. Pouze tato kombinace může vytvořit spolehlivé spojení.
Svařované připojení
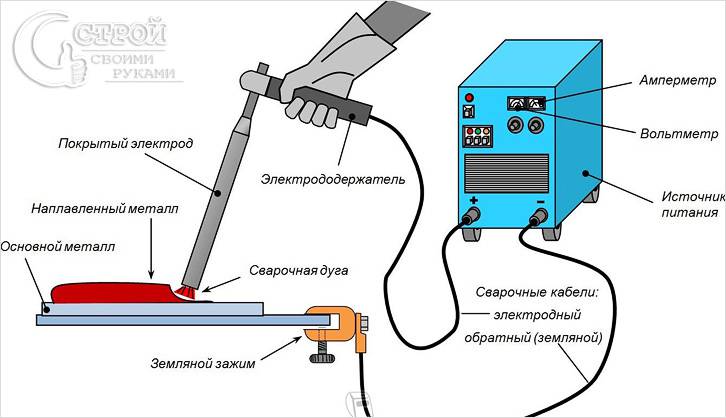
Obloukové svařování
Koncept svařovaného spoje je aplikován jak na kovové trubky, tak na polyetylenové trubky. K vyřešení prvního problému pomocí metody oblouku budete potřebovat následující nástroje:
- invertorový nebo transformátorový svařovací stroj;
- elektrody;
- ochranná maska;
- rukavice;
- kladivo nebo štětec na zpracování švu.
Práce se provádí tímto způsobem:
- Pokud je to možné, je lepší polotovary dobře zafixovat. To je nezbytné pro pohodlí pána.
- Aby byla zajištěna úplná těsnost, je třeba mezi trubkami ponechat mezeru 2 mm. To umožní, aby tekoucí kov přilnul ke koncům.
- Fixace se provádí malými cvočky na několika místech.
- V hlavním procesu by měla být elektroda vedena zdola nahoru.
- Je důležité zajistit, aby nedošlo k přehřátí. Důsledkem toho může být zbytečné namáhání kloubu, stejně jako spálení blízkého kovu.
- Někteří řemeslníci dali dva stehy. Jeden slouží k vyplnění prostoru a druhý slouží jako jistič.
- Neodklepávejte ten odpad hned. Měli byste počkat alespoň 15 sekund. Dojde tedy k nezbytnému záchvatu a nedojde k žádným mikrotrhlinám.
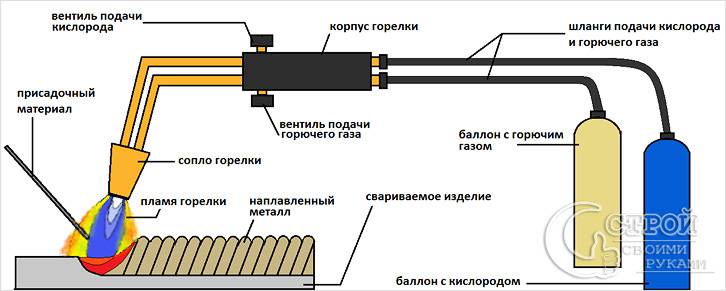
Zařízení pro plynové svařování
Při použití plynového svařovacího zařízení budou požadavky na upevnění obrobku stejné jako v předchozím případě.
- Prvním krokem je otevření proudu z kyslíkové láhve, poté z acetylenového plynu.
- Pokud je v hadicích vzduch, nemusí dojít k okamžitému zapálení.
- Plamen je regulován na požadovanou hodnotu.
- Místo pro svařování se dobře zahřívá.
- Poté se přivede speciální elektroda. Je nutné ho vést tak, aby vytvářel příliv, ale nestekal dolů.
- Na konci procesu se díl ochladí.
Poznámka!
Společná kontrola jakékoli možnosti připojení se provádí jedním jednoduchým způsobem. Připravuje se mýdlové řešení. Měl by dobře pěnit. Aplikuje se na požadované místo. Pokud se objeví bubliny, pak existuje fistula. Je přísně zakázáno provádět zkoušku otevřeným plamenem. Může to být výbušné.
U polyetylénových trubek existuje také koncept svařování, ale provádí se jinou metodou.V tomto případě se používá zařízení, které je schopné dodávat na výstup nízké napětí a řídit požadovanou teplotu. Ale hlavní v tomto případě je spojovací tvarovka. Jeho design zahrnuje topné těleso. Postupem začne tavit prostor kolem sebe, což vede k vytvoření homogenní hmoty, která po vytvrzení utěsní šev.

Elektrofúzní svařování
Podrobné řešení vypadá takto:
- Konce trubek se připravují. K tomu jsou řezány pomocí speciální frézy. To s pilou na železo nemůžete. Roviny musí být naprosto ploché, bez zlomených zkosení a otřepů.
- Z okraje je značka. Vzdálenost k ní se rovná polovině velikosti tvarovky plus 2 cm.
- Pomocí speciální škrabky nebo stroje je vrstva oxidu eliminována. To by mělo být provedeno rovnoměrně, hlouběji do stejné velikosti. Abychom vám usnadnili navigaci, můžete nakreslit další kolmé čáry, jak je oříznete, bude snadné posoudit správnost provedení.
- Veškeré otřepy a hobliny jsou odstraněny.
- Dokovací plochy se otírají vhodným rozpouštědlem nebo ubrouskem s alkoholem.
- Kování se nasazuje až po vyznačenou značku. Pokud je jedna z trubek nehybná, pak je pouzdro zatlučeno do plné velikosti. Druhý prvek se přivede dovnitř a konektor se opatrně posune, aby se trysky rovnoměrně uzavřely.
- Zástrčky ze svařovacího stroje jsou připojeny ke kontaktům spojky.
- Optický skener načte informace vytištěné na čárovém kódu a zahájí proces.
- Jednotka sama určí, jaká teplota a napětí jsou požadovány, a také to, jak dlouho bude doba chlazení. Je důležité plně vydržet všechny fáze. Pouze v tomto případě můžeme hovořit o spolehlivosti.
- Po dokončení jsou na místo svařování nutně použity všechny informace o čase, datu, operátorovi, teplotě a napětí.
Takové nástroje se obvykle používají na hlavních úsecích, kde průměr potrubí přesahuje 80 mm.
Proces elektrofúzního svařování trubek je uveden ve videu:
Přírodní těsnění
Juta a koudel se používají ve spojení se silikonovými sanitárními tmely. Vlákno je očištěno od nečistot a rzi, potaženo tmelem, tmel je stočen do nitě a navinut ve směru hodinových ručiček v jedné rovině s hřebenem nitě. Při navíjení je těsnění napnuto silou 0,5-1 kg.
Po navinutí pečlivě natřete tmelem a sestavte spojení. Během 5-8 minut, dokud není proces polymerace dokončen, je nutné zkontrolovat a v případě potřeby utáhnout spojení. Utažení matice po vytvrzení tmelu povede k úniku.

V obchodech se prodává hotová instalatérská nit z lnu pro utěsnění trubek. Není třeba to překrucovat. Před zakoupením nitě si přečtěte na obalu, z čeho je vyrobena, a zda obsahuje silikonové nebo akrylové tmely. Pokud se jedná o fluoroplastickou nit, je nežádoucí ji používat na poškozené závitové spoje, pokud jde o zeleninu bez tmelu, pak si pořiďte samostatný sanitární tmel.
Majitelé bytů a domů se ptají: „Které vlákno je nejlepší pro potrubí?“, Z čehož vyplývá značka. Na což profesionální instalatér odpoví: „Lepší nit, která byla dovedně navinuta.“
Pokud je závit více či méně, než je nutné, nebo pokud není navinut podél vlákna, spojení bude prosakovat. Nenavíjejte jej „s okrajem“, natahujte jej tolik, kolik je třeba, a nezapomeňte na tmel.
Druhy těsnicích pásek
Tento materiál se vyrábí ve formě navíjení na cívce dlouhé až 10 metrů. Úspěšně se používá k navíjení trubkových závitů v tlakových systémech, včetně potrubí, plynu a topení.
Jeho účelem v kloubech je deformovatelné plnivo, které působí jako mazivo pro závity a přispívá ke zvýšení těsnosti. Toto těsnění je k dispozici ve 3 typech:
- typ 1 - pro použití v potrubních systémech pro přepravu korozivních kapalin se používá s použitím čištěné vazelíny;
- typ 2 - pro čerpání silných oxidantů, což zakazuje použití dalšího těsnicího prostředku ve formě olejů;
- typ 3 - používá se k přepravě relativně čistých kapalin a plynů, použití maziv je vyloučeno.

Druhy plynových potrubí
V poslední době by otázka typů potrubí pro zplyňování nebyla, protože byly vyrobeny z jednoho jediného materiálu - oceli. A je to, žádná alternativa ani volba. Ale doba běží, technologie nezůstávají stát a ocel nyní pomalu nahrazuje polymer. Konkrétně speciální polyethylen, který se vyrábí za nízkého tlaku, má odpovídající vysokou hustotu.
Kromě toho má polyethylen řadu záviděníhodných výhod, navíc z hlediska bezpečnosti používání.
HDPE plynové potrubí nekoroduje, nekoroduje a nepraská ani při teplotních změnách. Pro plyn je taková stabilita velmi důležitá, protože musí být udržován konstantní tlak a mikrotrhlina je plná nebezpečného úniku.
Polyethylen nereaguje chemicky a zůstává neutrální vůči kapalinám a plynům. Díky své pevnosti a pružnosti lze materiál namontovat i při teplotách pod nulou a neztrácet pevnost a svoji vodivost až do -45 stupňů. Kromě toho nejde o vodič elektrického proudu, proto nepodléhá elektrochemickému ničení.
A další výhodou je nízká hmotnost a snadné připojení, což zvyšuje jeho popularitu.
Zde je však třeba vzít v úvahu následující důležité podrobnosti. Plynové trubky do domů jsou pokládány výhradně z oceli; uvnitř bytů se používá polyethylen.
Těsnění závitu závitem.

Pro ty, kteří jsou příliš líní, aby stočili len do svazků a poté ho potřeli pastou, přišli s těsnící nití. Nit může být vyrobena z různých materiálů:
- Polyamid - určený pro tlak 16 atmosfér na vodu a 8 atmosfér na plyn, má horní teplotní práh 130 ° C.
- Fluoroplast - má stejné vlastnosti jako páska FUM, ale obvykle stojí víc.
Výrobci mazají závit speciálním mazivem, jehož složení nezveřejňují. Podle mého názoru je PTFE vlákno kvalitnější a já vám ho doporučuji, přestože je dražší než polyamidové vlákno. Pokud chcete vědět, jak správně navinout nit, podívejte se na následující video: